
Background
The Control of Hazardous Air Pollutants from Mobile Sources (MSAT-II) regulations, published in February 2007, required that refiners and importers produce gasoline with an annual average benzene content of 0.62 percentage by volume (vol%) or less beginning Jan. 1, 2011. In addition, a maximum average standard benzene content for refineries of 1.3 vol% was established with compliance required by July 1, 2012.
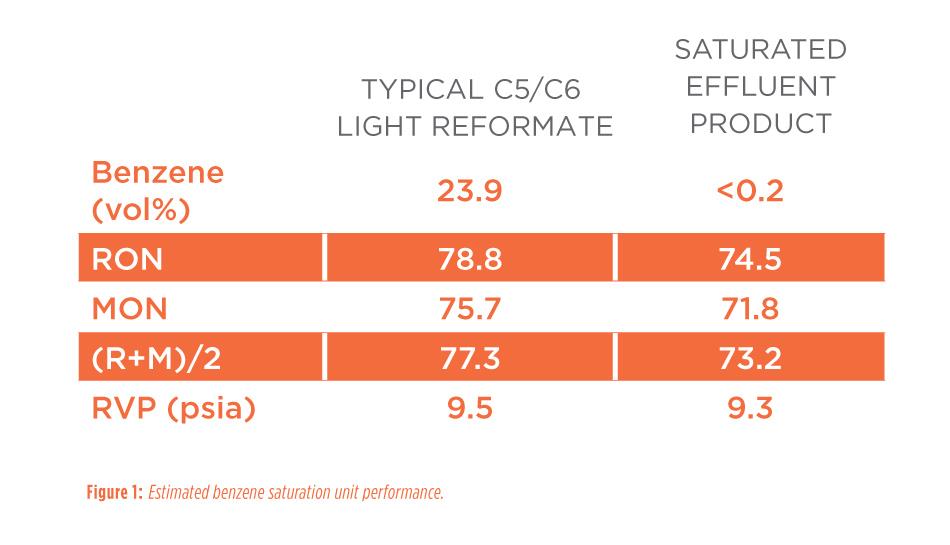
This acts as an upper limit on gasoline benzene content when credits are used to meet the 0.62 vol% standard. In response to these regulations, many refiners across the U.S. implemented units to destroy benzene in light reformate streams — typically isomerization units and benzene saturation units. Today, newly commercialized technologies may have additional benefits for refiners in a changing market environment. This may have led refiners to implement a different strategy to reduce benzene content in gasoline streams had the MSAT-II regulations been imposed more recently rather than in 2007.
The U.S. gasoline and benzene market has changed considerably in the past decade. As such, decisions made in 2007 may not be the optimal decision for a refinery that is struggling to meet demand for premium gasoline and experiencing high operating costs today, and new technologies in benzene conversion may contribute to a more cost-effective process. Additionally, refiners may find that a refreshed MSAT-II strategy can be a profitable investment, converting what many considered to be a purely regulatory project in 2007 to a refinery profit improvement project in 2020 and beyond.
.svg)